


Coating Matters | Vacuum Systems Offer More Capability
- Published: October 19, 2016, By Mark Miller
What does an operator gain by using a vacuum system? Coating expert Mark Miller explains the benefits.
If you'd like to hear from Mark Miller's own lips rather than read his column, titled "Coating Matters | Vacuum Systems Offer More Capability," click on his podcast below:
{mp3}vacuum-systems-voice{/mp3}
 When coating fluids thinner and thinner, you eventually run into some issues with equipment capability. The coating head can’t get much closer to the backing roll without interference or damage to the equipment. So what can you do if the coating still is fluttering or the edges aren’t stable? In ambient temperature coating, the answer may be the use of a vacuum system.
When coating fluids thinner and thinner, you eventually run into some issues with equipment capability. The coating head can’t get much closer to the backing roll without interference or damage to the equipment. So what can you do if the coating still is fluttering or the edges aren’t stable? In ambient temperature coating, the answer may be the use of a vacuum system.
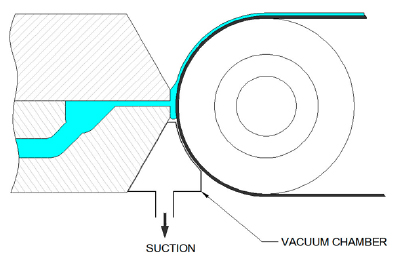
A vacuum system is simple in design and easy to utilize. The concept is that a box is built around the interface between the slot die and backing roll. This enclosure allows the fluid to be influenced by a change in pressure. The change in pressure allows the fluid to displace the air on top of the substrate without coating defects.
So how much pressure variation will create a better coating? Well there is an equation for that:

- μ = viscosity at slot die exit
- V = volumetric flow rate
- L = lip height of downstream lip
- d = gap between slot die and substrate
- h = wet coating thickness
This equation provides the minimum vacuum required to obtain a stable coating for the dimensions and process conditions requested. Typical vacuums created at the point of bead formation are in the range of 4 in. of water (1000 Pa) or higher.
So what does the operator gain by use of the vacuum system? First and foremost, the vacuum reduces the air barrier the fluid is trying to overcome when adhering to the substrate surface. This can reduce coating defects, improve the coating window, increase the coating distance of the slot die from the roll, or simply allow coating at a line speed previously unattainable. In addition to removing air at the interface, the vacuum stability can make more defined edges to the coating. Care needs to be taken, however, that the vacuum system does not create oscillations of its own through acoustic waves of the blower. This is rarely seen but needs to be taken into account.
When the vacuum level is calculated and the system is engaged, the slot die can then be backed off to allow for more clearance between the equipment components. This can provide a stable coating with less concern for substrate variability and potential web tear outs.
Now, if there is a minimum vacuum, you would think there is a maximum. There is, but an equation has not been developed for a maximum vacuum. Instead, the operator needs to be aware if the coating is all going on the substrate or if the vacuum is pulling fluid out and filling the vacuum box. You have then hit the maximum, and the vacuum level needs to be backed off.
Manufacturing the vacuum box should be based off maintaining a uniform pressure difference while considering a moving web. The quality of coating can be influenced by any variation in pressure, so the dimensioning of the box and stability of the vacuum bead is important. So, when you have theoretically met your limit in coating thickness, proximity of the slot die to the substrate, or line speed, incorporate a vacuum system into the ambient slot die coating equipment and you will have more capability.
The more tools you have, the more success you will have. In addition to a mechanical vacuum system, surface treatment options, surfactants, and tension control can provide more options. Put all your tools to good use, and the coating window will widen!
![]() Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
