


The Role of Corona in Flexible Packaging Lamination Requires an Understanding of Filmic Substrates
- Published: January 30, 2023
By Kirsten Lykke, Consultant in Polymers & Flexible Packaging Technology, Vetaphone A/S
The Basics
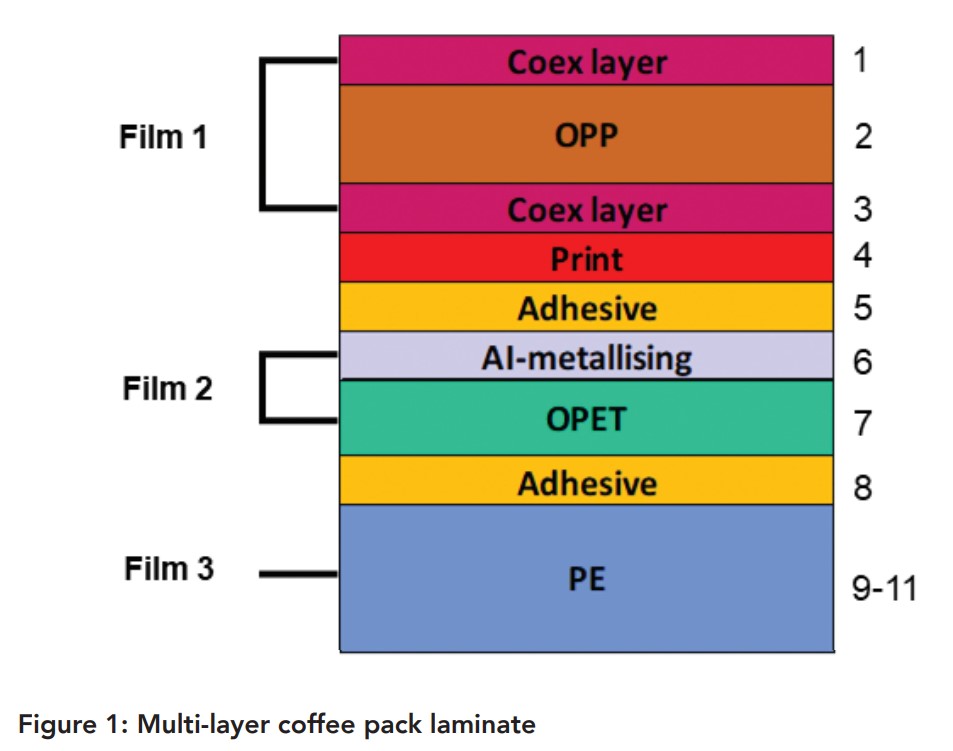
All flexible substrates require two basic principles for high-quality lamination: high bond strength and no optical defects. To appreciate this, you need to understand the construction of the material being used to make the end-product, which often consists of several layers of different films (Figure 1).
Each of the layers has a role to play, whether it be sealing, providing rigidity and strength for high-quality printing or stiffness for good barrier properties to keep aroma in, but water vapor, oxygen and light out. Ensuring that all these layers ‘stick’ together securely will be layers of adhesive to give the final laminate the bond strength it requires — and all this is contained in a thickness of less than 100 micrometers.
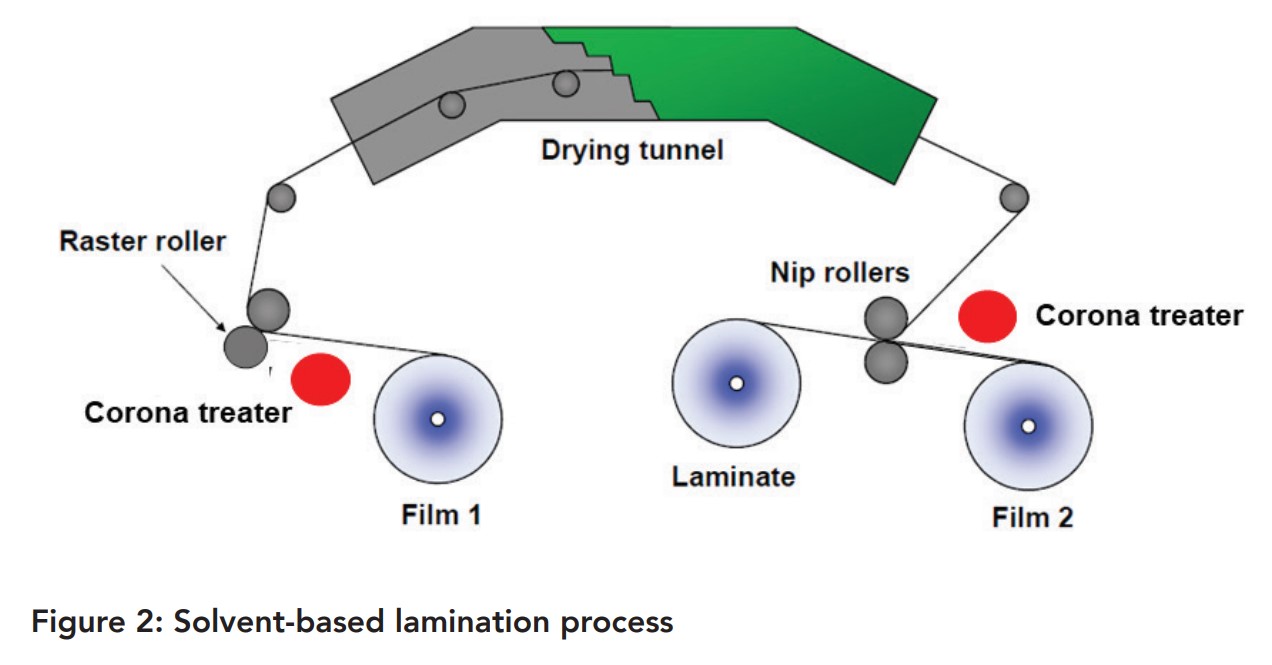
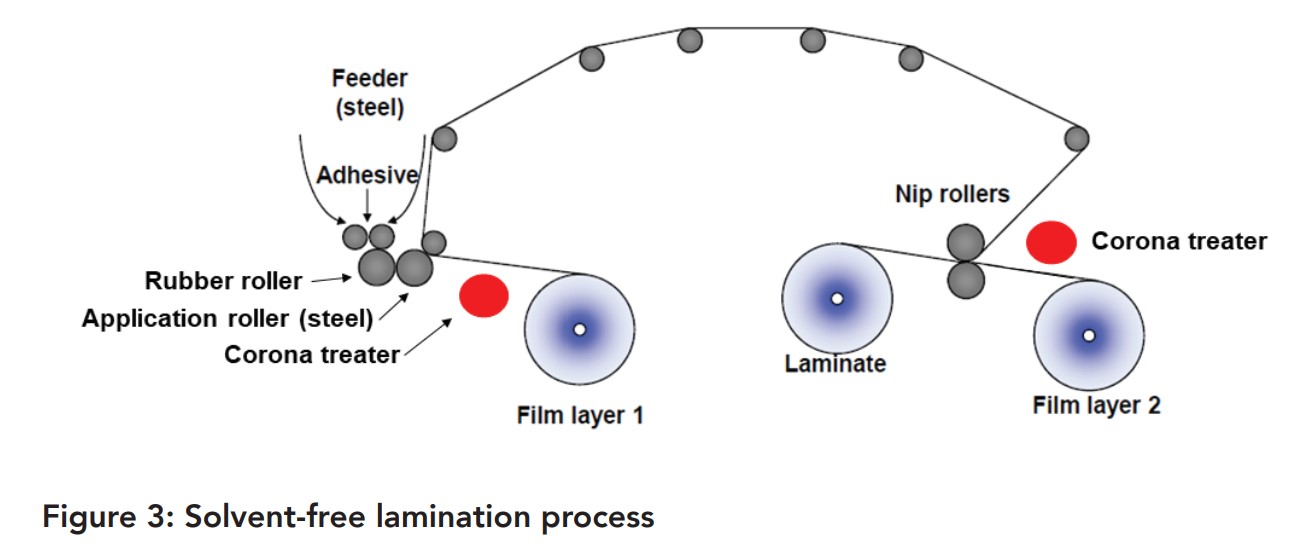
Lamination can be achieved with and without solvents, and both methods have advantages and disadvantages (Figures 2 and 3). Solvent-base lamination is typically used for retort applications or for very aggressive filling goods. Its higher initial tack minimizes the risk of telescoping, so it is not necessary to adjust the web tension and winding profile.
Solvent-based adhesive has a longer ‘pot life’ and allows a higher weight of application, allowing you to judge final optics immediately after lamination. The benefits of solvent-free lamination are zero solvent cost, zero energy requirement for drying, zero solvent residuals, a lower CO2 index and significantly, a lower investment level required for the capital equipment involved.
Adhesion and Cohesion
Often confused and therefore misused, the two terms mean something different. Adhesion is the attraction of different molecules; cohesion is the attraction of identical molecules. For example, adhesion is the attraction of the glue to the film; cohesion is the attraction of the glue to itself.
Bond strength is vital, so when it falls below 1.0 N/15mm, you need to look for the reason. If the adhesive or ink are separating from the film, it’s an adhesion failure often caused by poor wetting of the film surface, due to low surface tension, set off or other impurities on the surface. If there is a cohesive failure in the adhesive, look for an incorrect mixing ratio of the adhesive and residual solvents from the ink reacting with the adhesive (only if mirror printed). If there is a cohesive failure in the ink, it can be due to the adhesive viscosity being too high, which means the adhesive will not penetrate the ink properly.
Understanding Films
All films have a natural surface tension ranging from 29 to 43 Dyne/ cm. Corona treatment can raise these to 40 or even 54 Dyne/cm, which allows improved wetting. But the surface tension of the films can be negatively influenced by impurities on the surface and vary from film to film. They occur when slip additives and processing aids migrate and when there is set-off from the inks and coatings. Corona treatment cleans the surface by modifying its chemical composition and allowing more oxygen molecules to change the functionality of the film. This boosts surface tension and allows better adhesion.
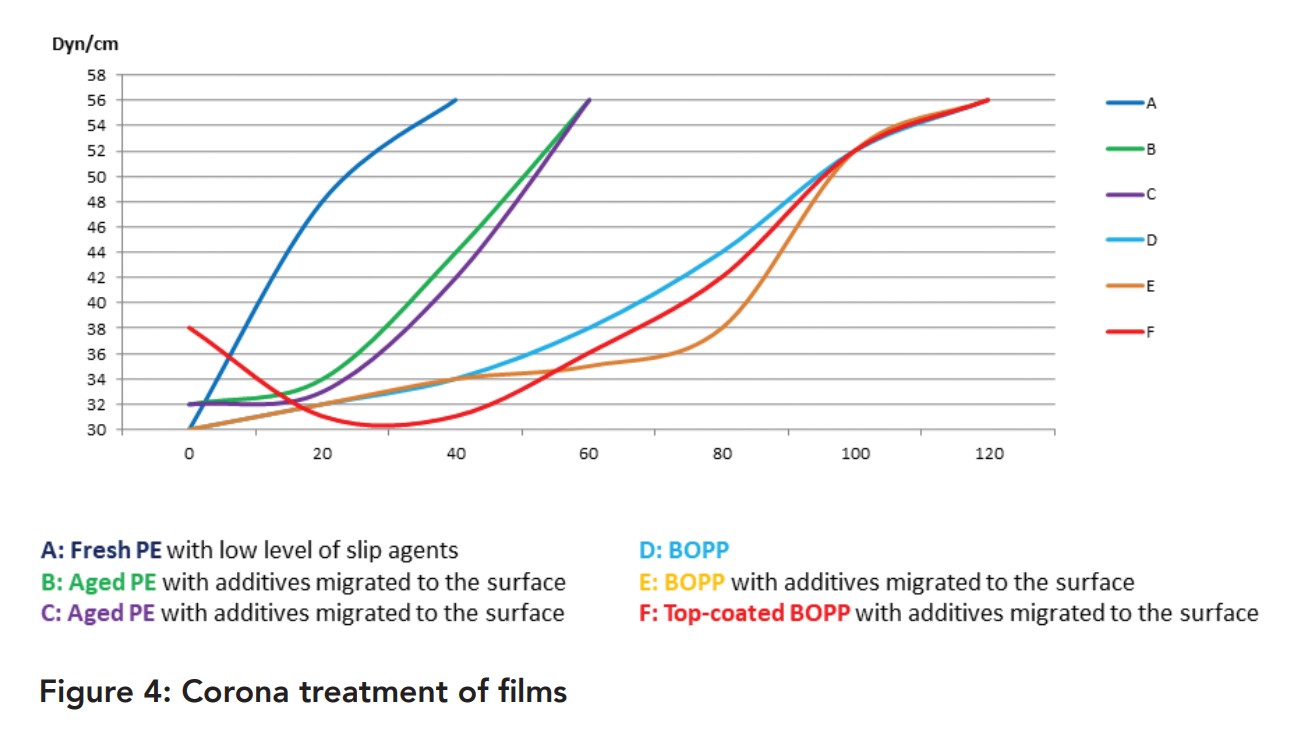
Different film materials have different properties and therefore different behavior. Figure 4 shows the various Dyne levels achievable, and the different levels of power required to reach these levels with the different films. It is important to know how to attain a certain Dyne level with each film.
Using PE as an example in both fresh and aged form, we can apply the formula: P = W x S x M, where ‘P’ is the power required in Watts at the Corona station, ‘W’ is the web width in meters, ‘S’ is the running speed in m/min and ‘M’ is the material factor. So, running a 1.2m wide web at 250m/min with a material factor for fresh PE of 10W/min/m2 you will require 3000 Watts of power. Whereas a similar calculation for aged PE would be 1.2m x 250m/min x 30W/min/m2, which needs 9000 Watts of power.
Potential Problems
If the film is being used as a sealing medium, be careful not to Corona treat the reverse side. This happens when small air pockets form caused by poor web tension and prevent the film from sealing fully. The result is stripes appearing in the running direction and in the case of PE and PP polar groups appearing at the surface to prevent good sealing.
Therefore, wetting is vital for good lamination. It requires the correct level of Corona treatment, correct viscosity of the adhesives (both in solvent and solventless applications) and correct nip temperature and pressure. Wetting failures can result from application of contaminated nip rollers, too low an application weight, too high an adhesive viscosity (in solvent-free it’s too low a temperature, in solvent-based it’s too low a content of solvents), too low a roller pressure or too low a nip roller temperature. Nip rollers that are hollow or not parallel also cause problems. Regular cleaning and monitoring to assess the need for adjustment is critical to lamination quality.
Simple Tips
Corona treatment is fundamental to the processing of filmic substrates. For this reason, commonly used materials like OPE, PE, OPP and PP should be treated inline at the point of extrusion, and in the case of oriented films, given a Corona refresh before lamination. For chemically treated oriented films, a light Corona refresh may be useful if the material has become contaminated but be very careful not to burn off the chemical coating. With unoriented films, like PE and PP, be careful to avoid reverse side Corona treatment.
As substrates become more complex and market demand changes, it is important to work with experts who have a wealth of knowledge and data at their fingertips that will ensure you have a top-quality product.
About the Author
Kirsten Lykke is a consultant in polymers and flexible packaging technology. She has an MSc in Chemical Engineering and has previously worked as a Development Manager for Amcor Flexibles. She has also been a Technical Account Manager for Dow Chemical, where she was responsible for lamination adhesives, and worked as a Senior Manager for Polymer Technology at the LEGO Group.
