







Harder Than Chrome
- Published: October 12, 2006, By Bruce Hyllberg, American Roller Co.
Web Exclusive
When you ask someone about hard coats, chrome plating comes to mind more than any other surface coating. It has been used for many applications in which a coating has to stand up to heat, abrasion, and corrosion. It’s probably the most popular roller surface coating in use today.
Chrome also has its limitations though, and many of the shortcomings of chrome have been addressed by using alternative hardcoat coverings. Many have properties superior to chrome in specific applications.
Read on as we explore some of the physical and chemical properties of surface coatings, commonly called “hardcoats.”
Chrome’s Pros and Cons
Due to its unique set of properties, chrome plating is employed for a variety of purposes and functions. Chrome typically is applied as an electroplated industrial-grade coating, known as hard chrome, and may be several mils thick. Chrome is hard, dense, and abrasion-resistant and is one of the few materials that can be ground and polished to a mirror finish. It also can be provided with a range of matte finish surface textures by grit blasting.
Chrome is a good thermal and electrical conductor and is resistant to a variety of chemicals. Chrome-plated rollers also can be used for metering or transferring water-based or oil-based solutions.
Although chrome is hard, it can be scratched easily by a hardened steel knife blade or dented by other tools. Also, there is a limit as to how thick chrome can be applied, which reduces the number of times it can be refinished. Although chrome plating historically has been relatively low in cost, because of environmental concerns with hexavalent chrome, it is becoming more expensive.
Chrome itself is not attacked by many chemicals, but it is full of microscopic cracks that easily allow these chemicals to penetrate and corrode the base metal below, unless it is applied over a corrosion-resistant layer of copper or nickel.
Application Methods
Many of the shortcomings of chrome have been addressed by using alternative hardcoat coverings. Most of these hardcoat materials are applied by one of the following thermal spray processes:
- Low-velocity oxygen-fuel spray (simply termed thermal spray)
- HVOF (high-velocity oxygen-fuel)
- Plasma spray
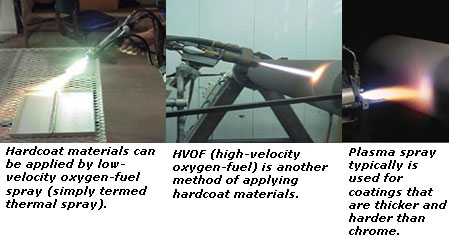
Plasma spray is used for coatings that typically are thicker and harder than chrome, with more abrasion and abuse resistance. Thermally sprayed hardcoats are generally in the range of 50–70 Rockwell C, and because they are so hard, they can be ground and polished to very tight dimensional tolerances and low surface roughness.
Alternative Coatings
Thermally sprayed coatings can be classified as oxide ceramics, non-oxide ceramics, metals, and alloys.
Oxide ceramics include aluminum oxide (alumina) and chrome oxide. Aluminum oxide often is blended with titanium dioxide (titania) to modify its physical or electrical properties, hardness, and ease of finishing.
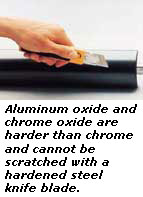
Both materials are harder than chrome and cannot be scratched with a hardened steel knife blade. In addition, both materials have high thermal conductivity (for use as coatings on heated and chilled rollers). Both can be made electrically conductive or insulating over a wide range and are more readily wetted by both water- and oil-based materials (hydro-philic and oleo-philic), than is chrome.
Some roller applications require surface coatings that can resist high voltages, hold a surface charge, or dissipate a surface charge, at a controlled rate. Corona treater rollers, for example, require coatings that are very good electrical insulators, called dielectrics. Ceramic is an ideal choice for this application and is applied in layers 40–120 mils thick for various types of systems.
Static dissipating rollers, on the other hand, require coatings that are just the opposite, quite low in electrical resistance. Blended ceramic coatings can provide a controllable range of electrical resistances spanning a factor of at least 10 million, from highly insulating to highly conductive.
Non-oxide ceramics include composites of metals with either tungsten carbide or chrome carbide. Since the carbides do not melt in the thermal spray flame, the micron-sized carbide particles have to be dispersed in a small amount of a matrix metal (cobalt, nickel, and other alloys) in order to make a suitable coating. A highly polished, tungsten carbide coating looks just like chrome but is harder and much more abrasion resistant. Some of these coatings can be polished to a mirror finish, almost as smooth as chrome.
Because carbide coatings are low in thermal conductivity, they can be used without problems on heated rollers where the temperature easily can be increased a few degrees. They may not be completely suitable for chilled rollers where the coolant temperature cannot be lowered easily.
Since many rollers operate partly or fully submerged in strong solutions of acids or caustics, a corrosion barrier to protect the roller core, which is typically mild steel, is essential.
One of the advantages of thermally sprayed hardcoats is the ability to use multi-layer coatings of different materials to provide multiple functions. One example would be a non-porous corrosion barrier layer of a nickel superalloy applied to the mild steel roller core, with a ceramic top layer, to provide whatever properties are needed.
Another example would be a thick layer of ceramic to provide dent resistance, with a different ceramic top layer to meet another specification.
Thermal sprayed hardcoats can provide a wide variety of surface properties to fulfill specific roller functions in addition to excellent dimensional tolerances, surface roughness control, and long product life. The typical results are improved product quality and consistency, reduced scrap, faster line speeds, and reduced maintenance—in other words: higher productivity!
SUPPLIER INFO:
American Roller Co.—americanroller.com
Bruce Hyllberg is a research specialist with American Roller Co., Union Grove, WI, which he joined as a chemist in 1979. Previously he worked at Goodyear Tire & Rubber Co. as a chemist/compounder. Hyllberg holds a B.S. in chemistry from Wheaton College, Wheaton, IL, and holds several patents for various types of electrostatic assist rollers. He can be reached at 262/878-2445.
The views and opinions expressed in Technical Reports are those of the author(s), not those of the editors of PFFC. Please address comments to author(s).



