




Coating Matters | Steam Remoisturizing Technology for Paper-Based Labels, Pt. 1
- Published: July 22, 2014, By Mark Miller and Joseph E. Martin
Coated or laminated paper processes typically require high temperature curing, which creates moisture imbalances between the paper substrate and the coating or laminated layer(s). These imbalances, if significant, cause static electricity buildup, web brittleness, and curl. All of these conditions can negatively affect product quality and production throughput.
In the current economy, label producers need to coat efficiently, effectively, and with improved economies for margins and the marketplace. One often overlooked, yet important piece of equipment in this equation, is the remoisturizer. Identifying what conditions are critical in this unit operation for maintaining process stability is essential. Conditions to consider include:
- the proper amount of moisture for the web
- machine speed
- protection of the coated surface from contamination.
Most label manufacturers employ some means of remoisturizing the web after curing to bring the moisture in the substrate, the coating, and the laminated layers into equilibrium. Existing solutions include exposing the coated and cured web to steam showers, water sprays, or reverse roll coaters to impart the required amount of moisture. In this article, we will be comparing the various remoisturization techniques and providing data to assess these technologies.
LOW MOISTURE AND CURL
A reduction in the moisture content of coated paper, which occurs during the curing process, can cause downstream production problems such as web brittleness, static electricity buildup, and curl. Although brittleness and static electricity can cause immediate problems with web breaks and promoting fires or explosions, curl is not as easy to detect, and it can significantly impact the efficiency of downstream processes. Therefore, we will focus this article on how to address this problem.
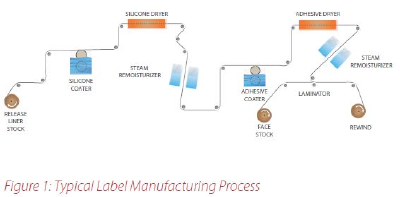
Curl occurs when layers of fiber within a sheet of paper or layers of laminated paper expand or contract unevenly. Uneven shrinkage or expansion causes a bending moment because of the differences in shear forces. There are a number of variables in coating or laminating processes that can cause curl. For example: differences in tension between two laminated layers can cause curl. Relative humidity differences in operating environments also can cause curl. Or, differences in the percent moisture between each layer of laminated paper can cause curl. (This is particularly evident in pressure-sensitive label manufacturing since high cure temperatures often are used for silicone-coated release liners and solvent-based adhesive-coated facestock. See Figure 1.)
THE PROBLEMS THEY CAUSE
In today’s competitive marketplace customers want label stock they purchase to “lay flat” (see Figure 2). This is not just an aesthetic issue, but more importantly, it is so that customers can efficiently and cost effectively process label stock into a finished product.

For example: pressure-sensitive label stock will undergo printing before it is eventually attached to its intended surface. Curled stock can jam equipment, slow printing, and cause other inefficiencies in downstream processing. When faced with a choice of suppliers, customers will purchase from manufacturers who can produce stable products to “lay flat” specifications.
SOLUTIONS
Manufacturers of labels and other coated paper products use various solutions to eliminate curl. Some examples include adjusting the web tensions of each laminate layer before bonding so that stretches are equal; the use of decurling bars (mechanical deforming) accompanied by high intensity drying or moisturizing; and remoisturization, which is essentially putting the moisture back into the paper that was lost during the curing process so that the overall moisture percentage is once again stable.
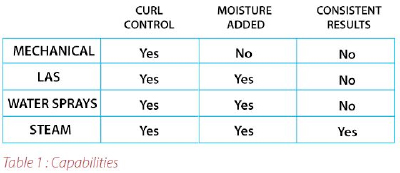
Water sprays, steam sprays, and liquid application system (LAS) remoisturizers are some of the most commonly used techniques for remoisturizing. Table 1 shows the capabilities of each method of controlling curl. Steam applicators provide the most consistent results since they enable moisture to be controlled more accurately and with fewer maintenance issues, so in Part 2 of this article next month, we will address the various methods of applying moisture using steam.
![]() Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
Joseph E. Martin has more than 30 years of experience as an executive bringing new automation and productivity solutions to market within Fortune 500 and start-up technology companies. He has held management positions with Fisher Controls Intl., Measurex Corp., Compuware, and a number of smaller software and systems companies, including his own start-up. Current he represents Qualitek-VIB Systems, Tucker, GA, a company providing automation solutions to the corrugating and paper converting industries. Joseph holds a BS in Petroleum Engineering and an MS in Engineering Management from the Missouri University of Science and Technology.

