


Coating Matters | Multi-Layer Coating
- Published: December 12, 2014, By Mark Miller
If you'd like to hear from Mark Miller's own lips rather than read his column, titled "Coating Matters | Multi-Layer Coating," click on his podcast below:
{mp3}multilayer-coating-two{/mp3}
If you are currently coating more than one layer of coating onto a substrate, you may want to consider the option of multi-layer coating. To provide more than one fluid at a time to a substrate, a pre-metered method like slot die coating is required. Slot die multi-layer coating is typically with 2-3 layers, with more layers for special arrangements—like photographic film coating. With more than 3 layers, the slot die is typically referred to as a slide die.
![]() In multi-layer coating, there is simultaneous application of two or more layers of fluid. This requires that each fluid has a separate fluid delivery system for pre-metered control. Proper sizing and pump type determination needs to be considered for each fluid.
In multi-layer coating, there is simultaneous application of two or more layers of fluid. This requires that each fluid has a separate fluid delivery system for pre-metered control. Proper sizing and pump type determination needs to be considered for each fluid.
Typical multi-layer coating application is to avoid multiple passes in a coating operation. The liquids are layered outside the slot exit because one wants to reduce the effect of pressure on the miscibility of the fluids. If you imagine trying to layer flow inside the pressurized region of a slot die, the fluids would mix due to turbulent flow.
Surface energy of the top layer needs to be lower than the surface energy of the bottom layer. This can be modified through surfactants.
σtop < σbottom (surface energy stability)
While the most critical feature of the fluids as they interact in multi-layer coating is the surface energy of the top layer, the subsequent underlying layers as you approach the substrate need to vary enough to keep separation. The stratification of the surface energies should be on the order of one or more mN/m per layer.
Challenges of multi-layer coating include the following:
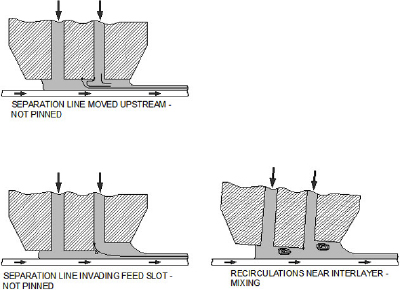
- Contact interface. Contact interference occurs when one layer interacts with another at the boundary layer. The key is to pin the separation point. The separation point is defined as the fluid flow line between the fluids in contact. In addition, you need to avoid re-circulations near the interlayer point, which would promote mixing.
- Downstream separation. Even after the fluid flows are controlled at the point of interaction with the substrate, care needs to be taken to understand what happens downstream. An intermediary layer may need to be used as a barrier layer to avoid unwanted diffusion.
- Viscosity. Viscosity differences between layers affects the flow variation recognized once the fluids are in “free flow” state. The stress/relaxation of the fluid, both in coating and curing needs to be taken in consideration.
- Surface layer differences. After you have considered the mechanical position, the free state fluid flow, and the viscosity variations, the last consideration is the wetting process of the different liquid layers between each other and with the given substrate.
Above all else, the key challenge to consider is the invasion of fluid from one layer to another, which occurs when the layer thickness is less than 1/3 of the coating gap.
Now multi-layer coating by itself takes some chemical understanding of the fluid, but we haven’t even discussed the process details. In multi-layer coating, one option to consider for coating high speed is tensioned web over slot die (TWOSD). With TWOSD multi-layer coating, you need to keep the top layer wet thickness and bottom layer thickness within certain parameters:
- As the top layer wet thickness increases, fluid invasion occurs and upstream overspill occurs.
- As the bottom layer wet thickness decreases, fluid invasion occurs, the bead breaks up and vortices occur at the feed slot.
So, if you are currently coating multiple fluids in multiple passes, consider the concept of decreasing manufacturing cost by coating multiple fluids wide, fast, and in one pass.
![]() Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
Mark D. Miller, author of PFFC's Coating Matters column, is a fluid coating expert with experience and knowledge in the converting industry accumulated since 1996. Mark holds a Bachelor's degree in Chemical Engineering from the Univ. of Wisconsin-Madison and a Master's degree in Polymer Science & Engineering from Lehigh Univ. and a Juris Doctor from Hamline Univ. Mark is a technical consultant and CEO of Coating Tech Service LLC. He has worked in web coating technologies and chemical manufacturing operations and is a certified Six Sigma Black Belt trained in both DMAIC and DFSS disciplines. Coating Tech Service provides process troubleshooting and project management for precision coated products. Mark has extensive process knowledge in high precision coating applications including thin film photo voltaic, Li-Ion battery, and optical systems technology. Mark has been integral to new developments and technology that minimize product waste and improve process scalability.
