




Blown Film | Which Applications Are Most Suited for 7/9/11 Layers? Part 1
- Published: May 04, 2017, By Tom Bezigian
In Part 1 of a three-part series, polymer processing expert Tom Bezigian examines the trend driving the market to more and more layers.
Are 7/9/11 layer film lines being sold because they are needed for a product, market, or economic reason? Or is it because they are the newest and latest equipment technology?
Through the years, film manufacturing has evolved from monolayer films to multilayer films for a variety of reasons. The confluence of machining technology, equipment development, computer technology, process development, polymer chemistry, economic forces, market needs, and education all came together over time to yield what we now know today as modern coextrusion.
This is true across the entire spectrum of polymer film production, including blown film, cast film, double bubble, oriented cast sheet, and extrusion coating. The technology developed by Roberto Colombo (Turin, Italy) [1] in 1958; Walter Schrenk (Bay City, MI) [2] in 1967; and many others has forever changed film manufacturing and the markets that they serve.
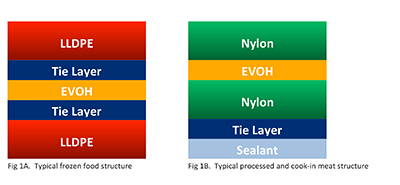
Three- and even five-layer films have been common for many years, and are regularly used in a number of packaging applications all around the world, either as standalone films or as part of a lamination to another film or foil. Film structures such as shown in Figure 1 are commonly used for food and non-food packaging either as they are or as laminations with oriented films. Until now, these three-layer and five-layer films have taken full advantage of coextrusion technology, machinery development, polymer properties, and they have satisfied market needs.
Figure 1. Typical Five-Layer Coextruded Structures
So, how did we go from one- to three- and five-layer films to seven-, nine-, and 11-layer films? What is driving the market to films with more and more layers? It seems all the major manufacturers are offering seven-, nine-, and 11-layer machines. The big question is why? Is there a real benefit to be gained from the additional capital expenditure, or is it marketing hype?
Introduction
All films offer certain properties that make them desirable for various end uses [3]. These properties include:
- Product protection
- Puncture and abuse resistance
- Vapor barrier
- Moisture barrier
- Grease barrier
- Light barrier
- Printability
- Heat seal
- Hot tack
- Machinability
Monolayer films traditionally have been used for the most simple applications, such as agricultural films, construction films, and garment bag films. Very few new lines are sold today as monolayer lines, if for no other reason than for increased output and flexibility of product capability. In fact, surveys show that sales of monolayer blown film lines have fallen to less than 4% today, whereas the sales of 5/9/11-layer lines has grown to about 30% of the market today [4].
The remainder of the lines sold today are three-layer lines, whose market share has fallen from about 75% in the year 2000 to about 60% today. Clearly, the trend is to purchase equipment capable of coextruding more and more layers. There are many benefits of multilayer films, as shown below [4, 7].
- Improved physical properties
- Optimization of film structures for specific applications
- Improved Gelbo flex resistance (reduced flexural failures)
- Reduced layer thickness of expensive resins
- Improved barrier properties
- Controlled respiration (O2 and CO2 transmission)
- Use of new polymers
- Thinner, stronger films
- Combining incompatible polymers in one step
- Improved gloss
- Additional attributes, such as anti-fog, anti-block, COF, two-sided color
- Reduced cost
- Quick response of new product structures as new applications are developed
A complete review of all these benefits is beyond the scope of this article. However, if we focus only on barrier properties, the benefits that 7/9/11-layer coextrusion offers become obvious. While ethylene vinyl alcohol (EVOH) is a very effective oxygen barrier material, its drawbacks are that it is stiff, relatively difficult to process, possesses poor moisture vapor barrier properties, and is expensive. Table I below shows the oxygen transmission values of various polymers.
Table I. Oxygen Transmission Rate of Various Polymers [5]
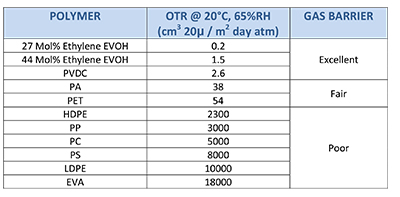
As can be seen on Table I above, the oxygen transmission rate of 27 Mol% ethylene vinyl alcohol resin is 50,000 times less than traditional low-density polyethylene (LDPE), so that a very thin layer of EVOH provides excellent oxygen permeability. The modulus of elasticity shows that thinner layers of material are more flexible than thicker layers [6], so improved Gelbo flex resistance is anticipated with thinner layers of stiff materials.
Also, it can be seen in Table I that the oxygen transmission rates of polyamide and polyester films are similar. This means that the possibility exists for polyamides, which are inherently tough and stiff, to be substituted for polyesters in multilayer films, for its oxygen transmission rate and stiffness, thereby producing a finished lamination in the one-step blown film process.
This is but one advantage of multilayer coextrusion. As machinery technology developments allow for more and more layers to be coextruded, more and more properties and uses of blown film are being discovered.
In Part 2 of this series, we’ll cover the uses and advantages of one- and three-layer lines.
Bibliography
1. US Patent 2820249
2. US Patent 3308508
3. "Blown Film Training", The Dow Chemical Co.
4. "Rethinking Technology Innovations for High Barrier Applications", Kurt Freye, Reifenhäuser Kiefel Extrusion
5. "Properties, Processing and Handling of EVALTM EVOH Resins", Medlock, G., AIMCAL Fall Technical Conference, October 2014
6. "The Influence of Sealant Modulus on the Bending Stiffness of Multilayer Films", Morris & VanSant, DuPont Packaging White Paper, 2009
7. "Coextrusion - The Pros and Cons of More Layers", Bill Hellmuth, Gloucester Engineering
8. "Nano-layer - Micro-layer Structural Advances in Shrink Films, Schirmer et al, 2013 SPE International Polyolefins Conference, Houston, Texas, USA
9. http://plasticsengineeringblog.com/2013/01/04/new-technologies-in-stretching-and-touching/
10. US Patent number 8870561, issued 28 OCT 2014
11. From: Medlock, G. (Kuraray), “Properties, Processing and Handling of EVALTM EVOH Resins”, AIMCAL, Oct 2014
Tom Bezigian holds a B.S. in Plastics Engineering from the University of Massachusetts–Lowell. He has been affiliated with the converting industry for more than 30 years and writes a blog, Tom's Poly Ploys, for PFFC. It focuses on the field of polymers, laminations, and coatings with emphasis on R&D, quality assurance, manufacturing, marketing, operations, finance, and expert witness experience in the blown film, cast film, orienting, extrusion coating, and converting industries. He is owner of PLC Technologies consultancy with over 30 years experience. Contact him at tbezigian@pffc-online.com.


