







Corona and Plasma – The Different worlds of Surface Treatment
- Published: July 04, 2019
By Kevin McKell, Vice President of Sales at Vetaphone
When Verner Eisby invented a technique for surface treatment back in the 1950s, it was in response to growing demand for printing on the plastic packaging material that had become popular after the Second World War. Eisby’s simple but effective solution for making the ink stick without smearing became known as Corona treatment, and today is the accepted method worldwide for creating consistent performance from plastic, foil, and other non-absorbent substrates.
Over the intervening years, Denmark-based Vetaphone, which is now owned and managed by Verner’s two sons Frank and Jan, has continued to pioneer surface treatment technology, and has grown as an organisation to have offices in Denmark, Thailand, China, U.S., UK, Germany, Belgium and Italy, and in addition has dedicated agents in more than 60 countries around the globe. From a small beginning, the pioneers have become market leaders.
The art of making it stick is all related to surface tension and the way it affects adhesion. Adhesion is any attraction process between dissimilar molecular species that can potentially bring them into direct contact. It is the tendency of dissimilar particles or surfaces to cling to one another. Adhesive forces between a liquid and a solid cause the liquid droplet to spread across the surface - cohesive forces within the liquid cause the drop to ‘ball-up’ and avoid actual contact with the surface.
Wetting is the ability of a liquid to maintain contact with a solid surface resulting from intermolecular interactions when the two are brought together. The degree of wetting, known as “wettability” is determined by a force balance between adhesive and cohesive forces, and is important in the bonding or adherence of the two materials. Wetting and the surface forces that control wetting are also responsible for the other related effects, including so-called capillary effects. Regardless of the amount of wetting, the shape of the liquid drop on a rigid surface always resembles a truncated sphere.
The strength of the substrate comes from its long molecular chains, but these pose a problem for liquid adherence because of the infrequency of oxygen molecules that appear only at the end of each chain. It means that the liquid ‘beads-up’ because it is not wetting out properly. This is what Verner Eisby realised and set about creating a method of breaking up the long chains to create more bonding points for the liquid.
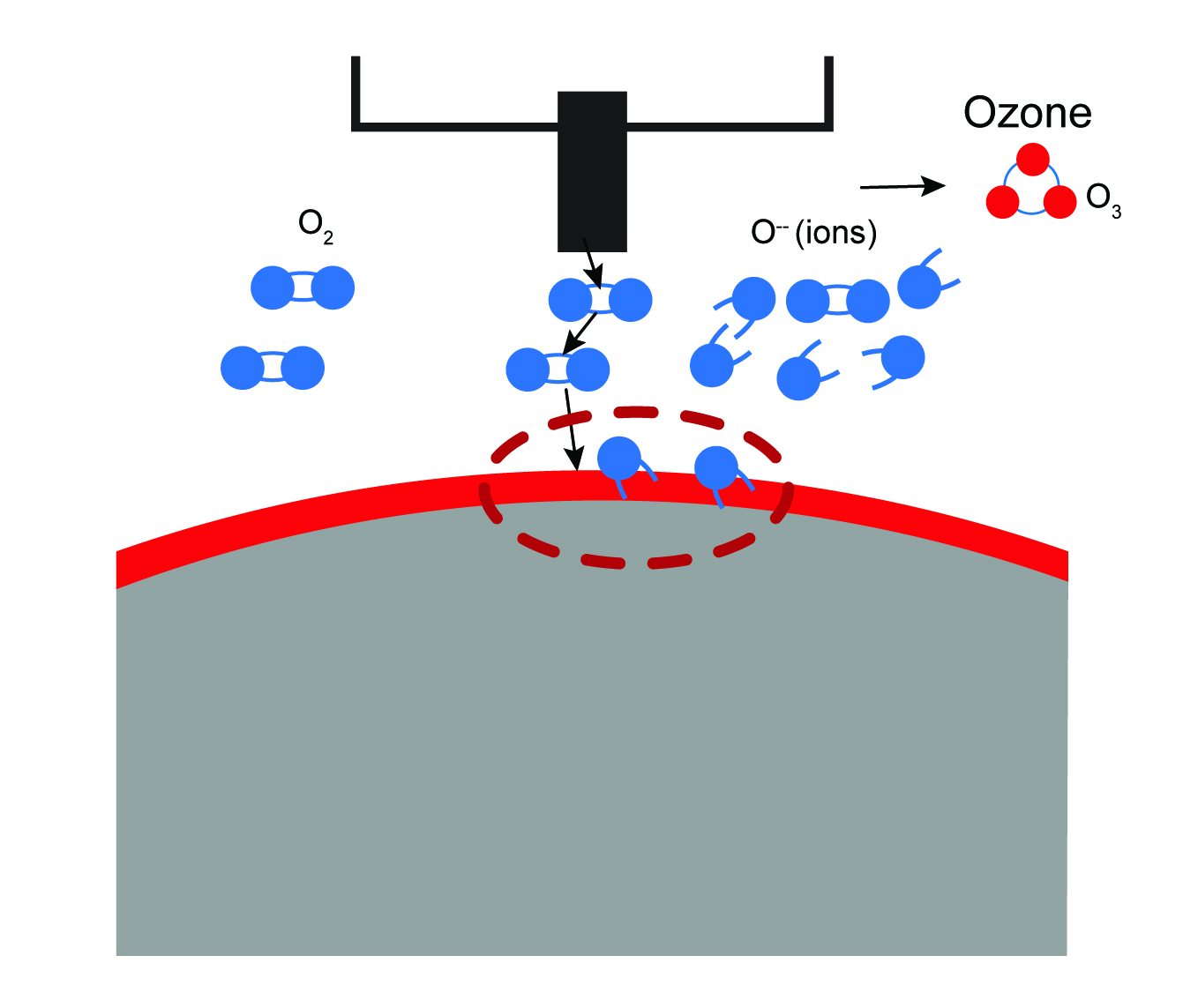
By breaking up the molecule chains, a multiplicity of open ends is created, and free valances are formed. This is done by directing a high frequency electrical discharge at the plastic surface from close-range. The electrons that are accelerated into the surface of the plastic simply disrupt the molecules by oxidizing it. The discharge splits the carbon molecules and breaks the oxygen into iodes, some of which enter the surface layer of the substrate and improve the bonding, while others form into ozone that needs to be extracted (see Fig 1). The new carbonyl groups created have a higher surface energy, and this improves the chemical connectivity (dyne/cm) between the liquid and the plastic. Corona treatment affects only the surface layer of the plastic, to a depth of 0.00001mm (or 10nm/0.01 Micron) and does not change its appearance or strength.
Key to the success of the discharge is the maintenance of an air gap between the electrodes and the substrate that is passing underneath. Too large, and the discharge won’t jump the gap – too small and it will burn the material. An optimum gap is approximately 1.5mm and this should be checked regularly as part of routine maintenance of the Corona system.
But the really clever part of Vetaphone Corona is the way that it monitors and measures the discharge. The principle used today is exactly as Verner Eisby developed it back in the 1950s and remains unique among all Corona manufacturers. When the power is supplied by the generator to the transformer and subsequently on to the treating unit, every cycle is measured to ensure that the system is performing at maximum efficiency. Each transformer is matched to the electrodes supplying the discharge. It’s complex and a more expensive means of achieving Corona treatment, but consistently gives a 98% efficiency rating. Since each material treated has a different optimum frequency, this is what sets Vetaphone apart from its competitors.
Typically, filmic materials like PP, PE-LD, PE-HD, and BOPP have a surface energy of between 29 and 32 dyne/cm, but the requirements for different processes are higher, varying from printing with solvent based inks at 40-42 dyne/cm, to water based inks at 46-48 dyne/cm, coating at 44-54dyne/cm, and lamination at 46-56 dyne/cm. The ability to measure and control the discharge with a high degree of accuracy results in a consistently treated product with minimal waste.
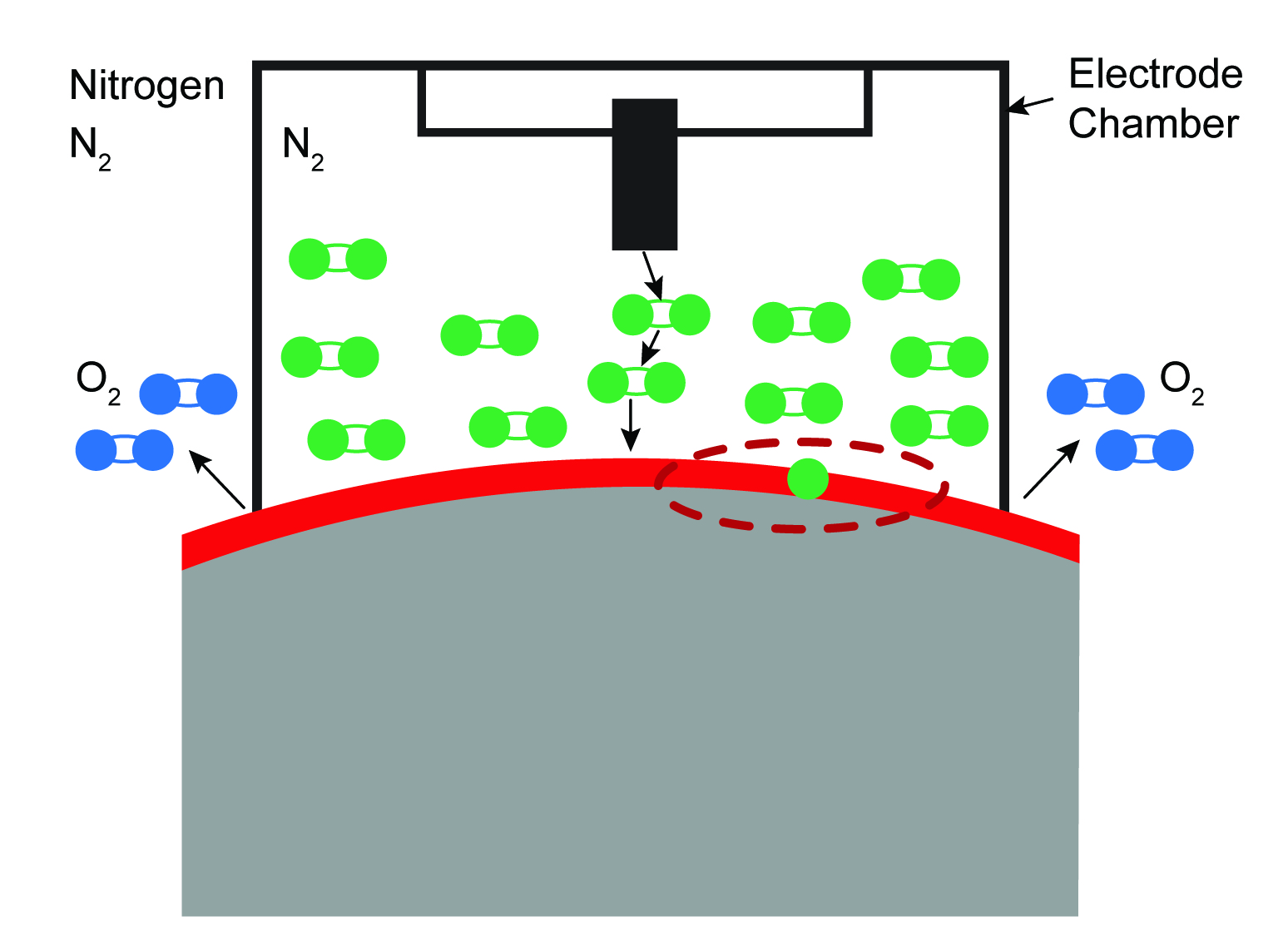
For more than 95 percent of applications, Corona treatment provides the perfect solution – but in special cases, where the substrate has a complex structure, and downstream processing has specific requirements, the answer will be Plasma grafting. Fundamentally the same as Corona in terms of the electric discharge disrupting the molecule chains on the surface of the substrate, Plasma is more complex in that it is carried out in a controlled environment and not in ambient air.
By enclosing the process in a sealed chamber and introducing Nitrogen, the Oxygen molecules are dispelled to allow a finely controlled process that can be tuned to allow different proportions of Amine, Amide and Imide, depending on the application intended. Take printing for example: with LDPE Corona will cater for solvent, UV and water-based inks up to a level of 55 dyne/cm, and similarly will be sufficient for PET. But PP and BOPP will require Plasma treatment for UV and water-based inks because Corona will only treat to 47 dyne/cm and 42 dyne/cm respectively.
For lamination, Corona works well up to 47 dyne/cm, but Plasma raises the bar to 57 dyne/cm and Advanced Plasma to 61 dyne/cm. Likewise, for extrusion, where the durability of dyne level is critical, material treated with Corona will decline from 46 dyne/cm when treated to 32 dyne/cm in a matter of months. Figures for Plasma show a drop from 56 dyne/cm to 46 dyne/cm over a similar period, but Advanced Plasma grafting continues to hold a level of 60 dyne/cm for many years.
So, which is better, Corona or Plasma? The answer is they are not directly comparable! Effectively the only similarity is that they are both surface treatment techniques, but each uses a different method, and while the Corona process relies on the ‘free’ ambient air, Plasma requires far more investment in the technology and consumables (gas) that are required to make it work. In cost terms, work on a factor of 8 times for Plasma over Corona – so the application needs to be very specialised and profitable to justify the extra investment. But whichever is right for you, Vetaphone technology is at the forefront, where it has always been since Verner Eisby invented surface treatment 68 years ago and built a unique business as market leader.




